Products
MESSCO is proud to offer both standard and custom fabricated equipment. Our engineering staff partners with our clients throughout the design and fabrication process to customize solutions that uniquely meet their needs.
All of the products MESSCO manufactures can be reasonably scaled to meet customer requirements. Our skilled craftsmen are also able to retrofit products to fit existing equipment specifications.
Bradenhead - Surface Casing Vent Flow (SCVF) Abatement Systems
Bradenhead – SCVF Pressure Management with Fugitive Gas Destruction Safely Eliminates Methane Emissions
MESSCO has a patent pending solution to U.S. bradenhead gas fugitive gas emissions, known in the U.S. as Bradenhead gas, in Canada as Surface Casing Vent Flow (SCVF) fugitive emissions. MESSCO’s line of equipment will safely eliminate methane emissions resulting from bradenhead or SCVF. We offer technology designed to fit your casing flows as well as your economic and environmental objectives.
Over 100 units have been operating since 2020 in the DJ Basin of Colorado and Permian Basin of Texas for several major oil producers, including two of the largest firms in the world. Units use catalytic conversion to thermally destroy methane and hydrocarbons. MESSCO’s unique patent pending process allows the units to meet Class 1, Div 1 intrinsic safety and therefore be located next to the well.
For U.S. installations, we can provide a field gas audit to properly size your Fugitive Gas Remediation System (FGR) or for Canadian installations we can work with your environmental consultant. MESSCO is happy to offer operation and equipment leases.
FUGITIVE GAS REMEDIATION (FGR) SYSTEM – Single Well
Standalone unit for wells producing “dry” Bradenhead/SCVF gas
18” X 18” by 24” high
Flow capacity 1.5 to 6 SCFH
Integrated small fluid knockout
Class 1, Div. 1 Rated
Option- Data telemetry records unit operating temperature and Bradenhead pressure

FUGITIVE GAS REMEDIATION-H20 SYSTEM (FGR-H20)
Unit capable of single or multi-well installation with wellhead pilot gas to assure continual operation
Solar powered SCADA system with cellular data telemetry
36” x 36” x 48“ unit size plus roof vent turbine, solar panel and SCADA control box
Flow capacity from 1.5 to 48 scfh
Integrated fluid knockout with fluid return to site produced water system
Class 1, Div 1 rated

Telemetry
MESSCO offers cellular based SCADA for both the FGR and FGR-H2O units.
Allows remote monitoring and operation
Monitors 6 temperature and pressure gauges and 2 high level discreet switches
Class1, Div 1 intrinsic safety
Solar powered with battery back-up
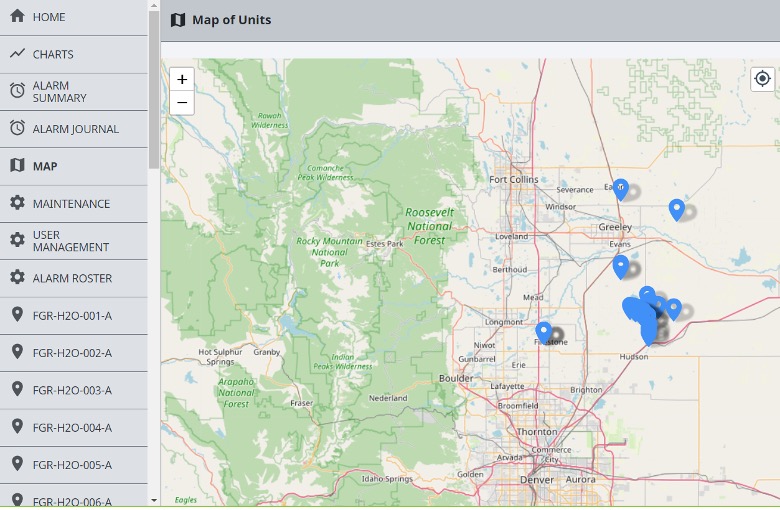
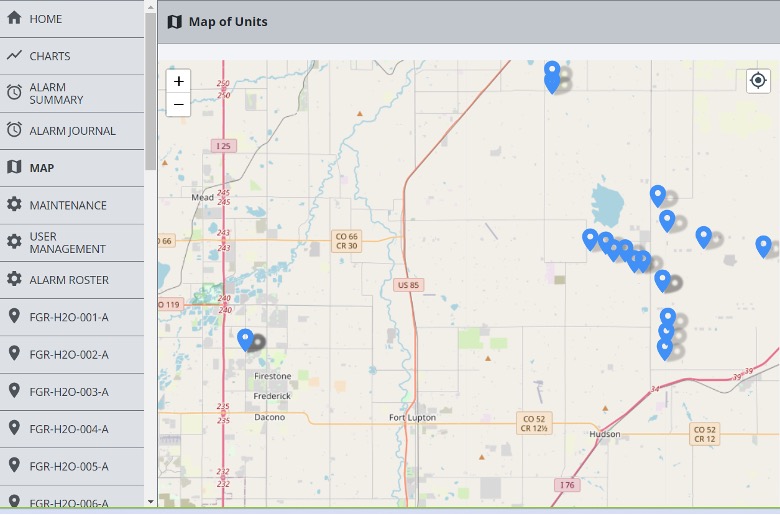
Clients have personalized sites showing:
- Unit locations and names on scalable map
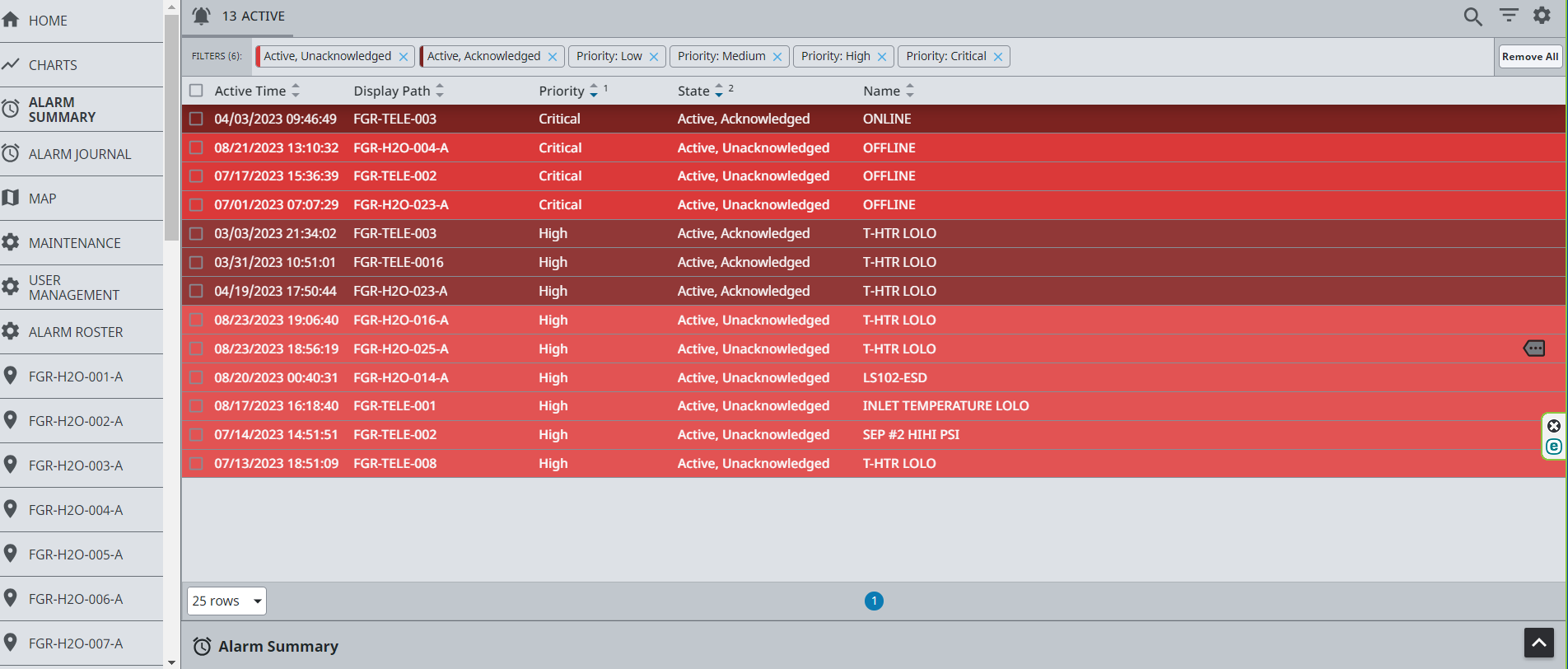
- Alarm Status (configurable alarms)
- User Management with assignable levels of user access ranging from Administrator to View Only access
- Data output configuration (CSV, etc.)
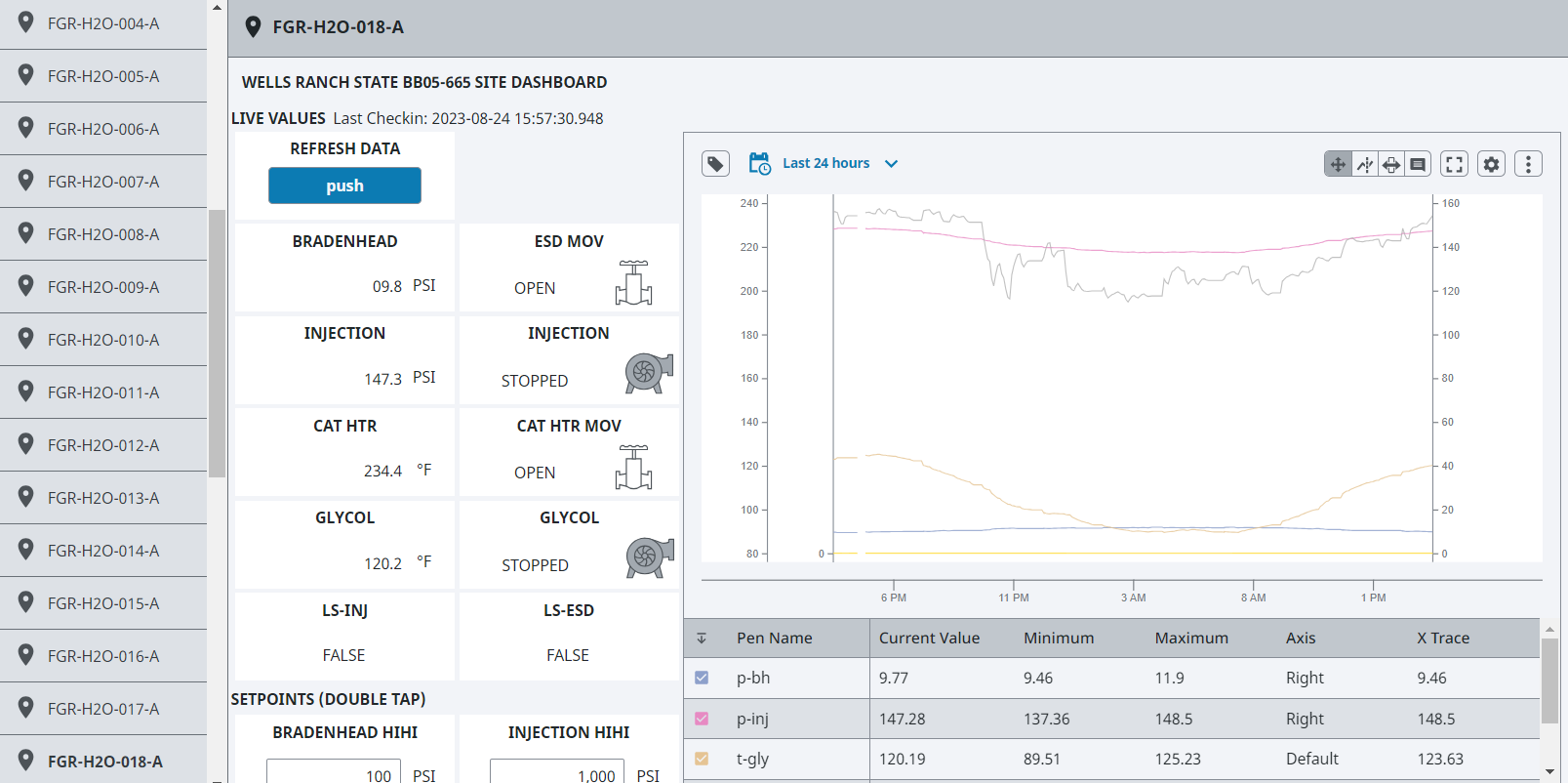
- Individual Unit Status Pages with
- Set points per unit
- Pump, ESD and Operations Status
- Configurable chart with unit temperature and Bradenhead-SCVF pressure versus time
- Unit Control interface
- ESD Status and Remote ESD activation

{kind=link}
{kind=link}
{kind=link}
{kind=link}
Elevated Flare Systems
EFFECTIVE COMBUSTION FOR SMOKELESS OPERATION
The High Turn Down Ratio Flare (HTDR Flare) is the innovative emissions reduction solution to achieve smokeless operation and certified to Quad-O and 40 CFR 60.18 EPA regulations. Utilizing a proprietary tip design, this non-assisted flare ensures there are no visible smoke emissions across the full operational range of just a few ounces of pressure to in excess of 30 psig. The MESSCO HTDR Elevated Flare utilizes a variable orifice design to safely and efficiently combust Volatile Organic Compounds (VOC) emissions in excess of 98% efficiency. One HTDR Flare allows for the inclusion of both high pressure and low pressure gas streams in a single device, mitigating the requirement for multiple flares.
Benefits:
• Quad O and 40 CFR 60.18 EPA Compliant
• Non-assisted Smokeless Operation throughout entire operating range
• One HTDR Flare safely and efficiently allows for low & high pressure applications mitigating the need for multiple flares
• 98% Destruction Rate Efficiency
• Completely adaptable to all flare types; no need to purchase new complete systems
• Scalable designs for all operating ranges
Typical Flare vs. MESSCO’s Smokeless Flare
Flare Gas Capture
MESSCO’s patented well site gas conditioning, NGL removal and flare capture unit, the NGL Pro, uses high pressure separation to remove over 80% of all C3+ constituents found in high BTU associated field gas common to shale deposits.
MESSCO’s patented NGL Pro removes NGLs and conditions high BTU field gas to a clean, dry, consistent fuel for well site power, compressed natural gas (CNG) and liquified natural gas (LNG). The North Dakota and Siberian proven units have produced over 1 million gallons of NGL. The skid mounted units install in a few days with minimal site preparation. They can be supplied in arctic style enclosures that meet all oil field requirements for Hazardous Area classification or “west Texas” style open units.
The NGL Pro units come in 1.5 MMCFD and 3 MMCFD capacity and units can be operated in parallel for well pads with 6 to 15+ MMCFD of associated gas. NGL Pro units have proven more reliable than other competing MRU and JT units and don’t require methanol for hydrate control. All units have remote monitoring so MESSCO and clients can remotely track key operating parameters as well as NGL and condensate production.
NGL Pro is designed to process high BTU associated gas of 1400 to 2000 BTU with the NGLs and condensate sales often offsetting operation costs. By removing the heavier gas components, the units reduce VOC emissions by over 87%. Send us your gas analysis and we will provide you a NGL Pro Model/Simulation that will detail your recoveries or call us at
(307) 382-2926.

Heat Exchanger Manufacturing and Repair
MESSCO is your "go-to" partner for the construction of new heat exchangers or the retrofit or repair of existing heat exchangers.
We work on all size units from small to extremely large. We work with clients from all industries to be their heat exchanger partner for planned preventive maintenance and “as-needed” repairs. We provide quick, efficient turnaround. Call us today to discuss field services, transportation, repair and new heat exchanger builds.

Blowdown Trailer for Well Site, Compressor Stations and Gas Pipeline
Gone are the days of gas venting or flaring during blowdown.
The MESSCO equipment can safely and quickly capture the gas for later reinjection or reuse. Contact us to help you size your mobile blowdown solution.

NGL Pro Gas Lift
MESSCO’s patented NGL Pro Gas Lift is a version of our NGL Pro with high pressure output of 800 to 1200 psi for use on artificial gas lift sites. MESSCO can provide the NGL Pro Gas Lift unit with compression or use your existing onsite compression.
MESSCO’s patented NGL Pro Gas Lift units remove NGLs and condition high BTU associated gas to a clean, dry, consistent fuel for the gas lift engines and for the downhole artificial gas lift. The units are sized at 1.5 MMCFD (gas available for artificial gas lift = 1 MMCFD) and 3 MMCFD (gas available for artificial gas lift = 2 MMCFD). NGL Pro units have proven more reliable than other competing MRU and JT units and don’t require methanol for hydrate control. All units have remote monitoring so MESSCO and clients can remotely track key operating parameters as well as NGL and condensate production.
The advantages of the NGL Pro are:
- The dry, consistent gas when used for artificial lift removes NGLs from the well
- The dry artificial lift gas will eliminate downhole orifice “cutting” by the liquids common in wet gas
- The dry consistent, gas when used as fuel for the compressor engine will reduce engine de-rate and lower maintenance
- Sales of NGLs and condensate will improve well economics and reduce LOE
- In North Dakota use of the NGL Pro Gas Lift units may allow oil and gas operators to claim NDIC flare capture credits while reducing air emissions
The skid mounted units install in a few days with minimal site preparation and can be supplied in arctic style enclosures that meet all oil field requirements for Hazardous Area classification or “west Texas” style open enclosures.
Send us your gas analysis and we will provide you an NGL Pro Simulation Model that will detail your recoveries or call us at (307) 382-2926.

Dehy Units
MESSCO uses practical innovation to improve technology and anticipate our clients' needs in the design and production of our glycol dehydration units.
Available in capacities ranging from 2 MMSCF/D to 100 MMSCF/D, reliable, efficient dehydration is the standard of every MESSCO dehy unit. The units are engineered to provide maximum water vapor removal on a minimum fuel gas supply. MESSCO stands behind our craftsmanship by offering a comprehensive warranty for every dehydration unit manufactured.
Refurbished Glycol Dehydration Units
MESSCO’s refurbishment program includes bringing dehy units that have been operational in the field into our facility and returning them to like-new condition. This program allows the client to get maximum value from the dehydrator, lowering the total cost of ownership. By enhancing the bottom line and utilizing resources and materials as the unit is recycled, it is truly a win/win for the client and the environment.

VOCinerator™
MESSCOs patented VOCinerator™ eliminates BTEX and VOC emissions at 99.99% efficiency, exceeding current state and federal EPA standards.
MESSCO’s patented VOCinerator™ eliminates VOC emissions at 99 percent efficiency, exceeding current state and federal EPA standards. Currently, our VOCinerator™ is in operation at well sites and production facilities throughout the United States.
The VOCinerator™ is a smokeless enclosed combustor with the option of fully-automated controls. The automation, in combination with the engineered, patented design, allows the VOCinerator™ to keep functioning efficiently and effectively even when small amounts of liquids are introduced. The VOCinerator’s efficiency, reliability and durability means a lower overall lifetime cost than other available emissions elimination products. Learn more in our VOCinerator™ information packet today.
The MESSCO Testing Process
Our products and solutions, including the VOCinerator™, are field-tested in a live environment while following specifications required by the EPA and DEQ so clients can be sure of real-world functionality, not just results based on engineered calculations. Actual field tests have consistently produced results of 99.9 percent emissions destruction, and have assured a smokeless unit.
Smart Compliance with MESSCO for the Years to Come
We believe in providing smart business investments for our clients through clean air solutions and equipment. We help our clients continue to preserve the environment and be prepared for years to come with our equipment, which currently exceeds government regulations.

We are here to help – email: info@moneyhun.com or call: (307) 382-2926